
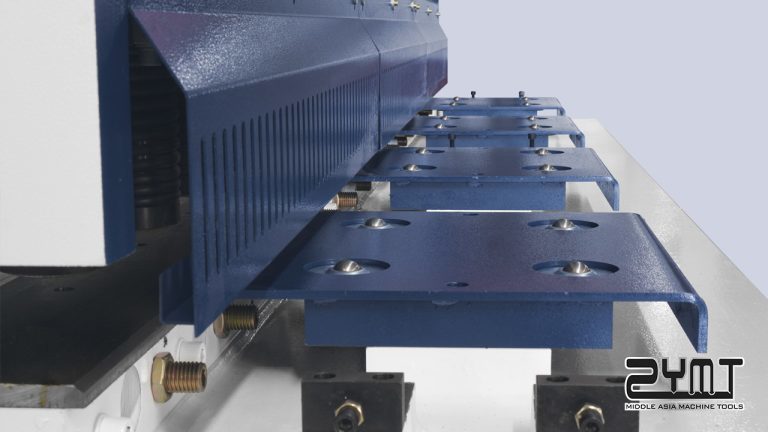
前送料
送料滑板上安装了万向活动滚珠,板材在送料时可顺利推进和轻易改变剪切位置,省时省力,滚珠易拆装,维修方便。


图形细节
标准配置介绍
大功率主电机
采用大功率主电机,功率足,动力强。

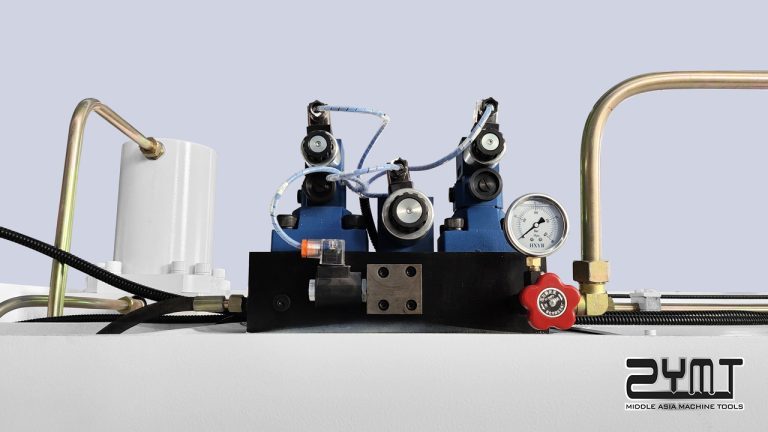
Rexroth液压阀组
液系统集成块设有直动式安全溢流阀,以确保准确的压力调整。
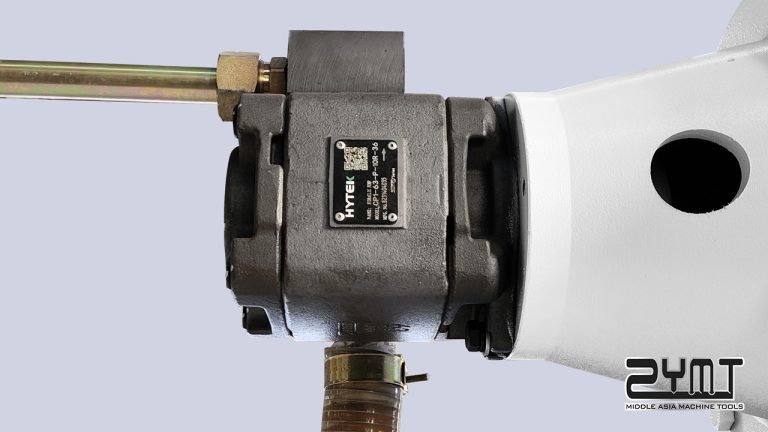
海特克HYTEK油泵
采用内啮合齿轮泵,轴向和径向压力补偿设计,即使在低转速和低粘度下仍保持较高的容积效率,耐高压,对油污不敏感。
• 后挡料控制,控制普通电机或变频器;
• 智能定位,双路可编程数字输出;
• 工件计数,40个程序存储,每个程序25个工步;
• 单边定位,退让功能;参数一键备份与恢复;
• 公英制转换,中英文;LCD显示屏;

刀架垂直运动
安装在刀架后下方的支承辊内含偏心轴套,通过电机减速机驱动齿轮带动偏心轴套旋转,从而改变上下刀片间间隙,结构简单,操作迅速便捷。
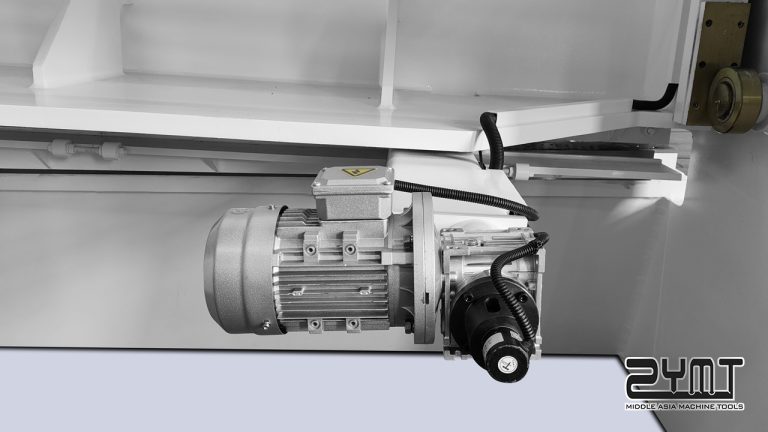
后挡料电机
电动后挡料装置, 变频器可快慢调整,并配简易数控装置,具有前进、后退和定位功能。
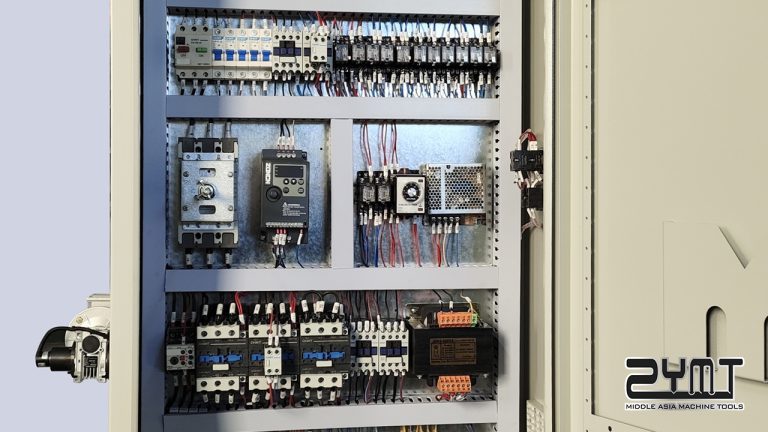
电气箱
主要电器元件采用正泰或进口合资品牌。
电路设计标准规范,方便检测及维修。
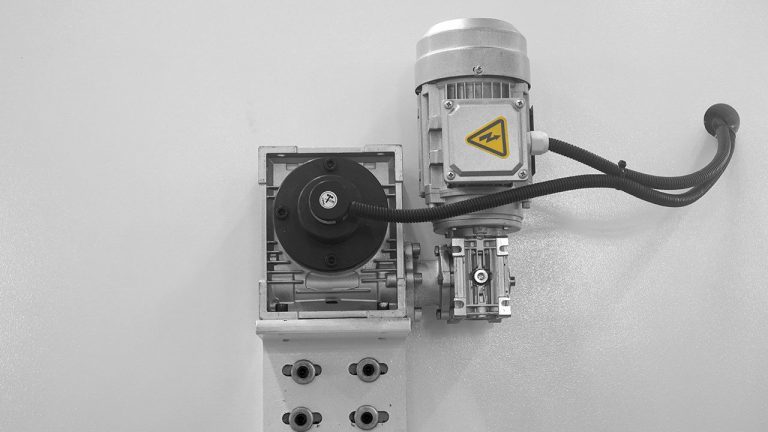
电动调节刀片间隙
采用电机和减速机组成刀片间隙调节结构,控制精准快速。
压料油缸
采用60Si2Mn合金钢弹簧,加厚聚氨脂防震垫,加厚抗压底座,加厚底板,进口油封。

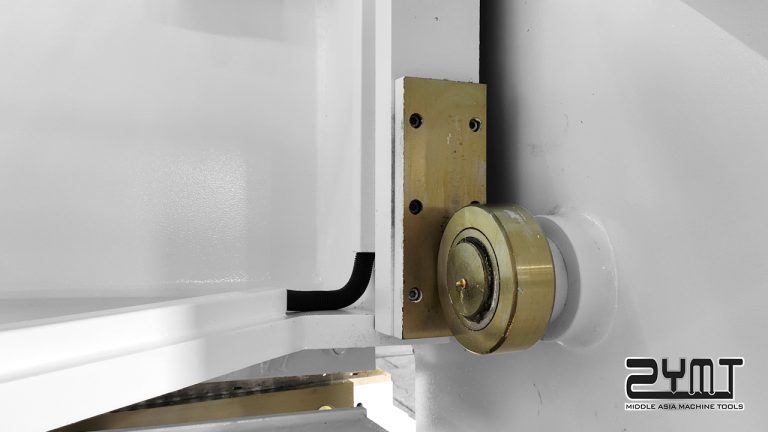
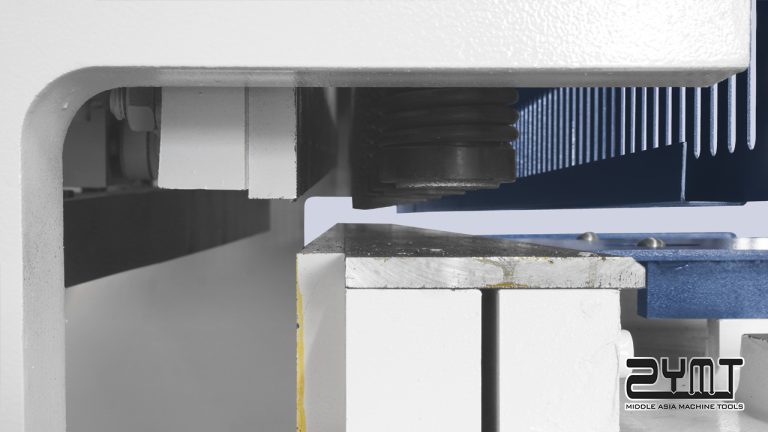
刀塔的垂直移动
刀塔后部下方安装的支承辊带有偏心衬套,该偏心衬套由电机减速器驱动,进而带动齿轮旋转,以此改变上下刀片之间的间隙。此结构简单,且操作快捷方便。

氮气回程
采用氮气回程结构彻底改变了液压剪板机在剪切板料的时候造成扭曲的问题。

矩形工业刀片
采用矩形工业刀片,可换4个角。
技术参数
| 型号 | 可剪板厚 | 可剪板宽 | 剪切角 | 后挡料行程 | 重量(约) | 长度 | 宽度 | 高度 | 主电机 |
| (mm) | (mm) | (°) | (mm) | (Ton) | (mm) | (mm) | (mm) | (Kw) | |
| 6×6000 | 6 | 6000 | 0.5~1.5 | 750 | 16.8 | 6650 | 2300 | 2460 | 11 |
| 8×6000 | 8 | 8000 | 0.5~1.5 | 750 | 18.5 | 6650 | 2330 | 2570 | 11 |
| 10×3200 | 10 | 3200 | 0.5~2 | 750 | 8.6 | 3850 | 2140 | 2200 | 15 |
| 10×4000 | 10 | 4000 | 0.5~2 | 750 | 10.5 | 4650 | 2180 | 2320 | 15 |
| 10×6000 | 10 | 6000 | 0.5~2 | 750 | 23 | 6650 | 2400 | 2800 | 15 |
| 12×2500 | 12 | 2500 | 0.5~2 | 750 | 8 | 3150 | 1850 | 2110 | 18.5 |
| 12×3200 | 12 | 3200 | 0.5~2 | 750 | 9.4 | 3850 | 1820 | 2310 | 18.5 |
| 12×4000 | 12 | 4000 | 0.5~2 | 750 | 11.8 | 4650 | 1950 | 2450 | 18.5 |
| 12×6000 | 12 | 6000 | 0.5~2 | 750 | 26 | 6650 | 2350 | 2880 | 18.5 |
| 16×2500 | 16 | 2500 | 1~2.5 | 750 | 9.2 | 3150 | 2130 | 2130 | 22 |
| 16×3200 | 16 | 3200 | 1~2.5 | 750 | 11.8 | 3850 | 2230 | 2250 | 22 |
| 16×4000 | 16 | 4000 | 1~2.5 | 750 | 15.2 | 4650 | 2230 | 2560 | 22 |
| 16×6000 | 16 | 6000 | 1~2.5 | 750 | 34 | 6800 | 2380 | 3020 | 22 |
| 20×2500 | 20 | 2500 | 1~3 | 750 | 12 | 3200 | 2130 | 2500 | 30 |
| 20×3200 | 20 | 3200 | 1~3 | 750 | 14.8 | 3900 | 2280 | 2600 | 30 |
| 20×4000 | 20 | 4000 | 1~3 | 750 | 19 | 4700 | 2380 | 2850 | 30 |
| 20×6000 | 20 | 6000 | 1~3 | 750 | 43 | 6800 | 2600 | 3360 | 30 |
| 25×2500 | 25 | 2500 | 1~3.5 | 750 | 14.7 | 3200 | 2130 | 2620 | 37 |
| 25×3200 | 25 | 3200 | 1~3.5 | 750 | 19 | 3900 | 2230 | 2810 | 37 |
| 25×4000 | 25 | 4000 | 1~3.5 | 750 | 24 | 4700 | 2380 | 2860 | 37 |
| 30×2500 | 30 | 2500 | 1~4 | 750 | 19 | 3200 | 2280 | 3010 | 45 |
| 30×3200 | 30 | 3200 | 1~4 | 750 | 26 | 3900 | 2380 | 3110 | 45 |
| 参数如有变动,恕不另行通知。Parameters change without notice. | |||||||||
加工设备
我们拥有先进的加工设备和专业的制造技术
我们的服务
我们的产品销往全球80多个国家和地区
影响产品零件质量的因素有哪些?
机械加工已被广泛应用,因为当前机械制造对产量的要求降低了,对尺寸和形状的要求逐渐提高了,高质量零件的开发趋势日新月异。
精加工注意事项,工业要求
精细加工是一种几乎没有或没有切削的铸造工艺,它是铸造行业中的一项良好工艺技术,应用广泛。选择精细加工的原因如下: <br/> 它可以使用通用材料,并可以利用大量的废金属和可回收资源。
"机械加工" 表面处理
化学抛光:一种通过磨料和化学溶剂的作用,使工件表面发生化学或电化学变化,从而达到目的的加工方法
加工和结构设计的关键指标
由于带材尺寸过渡过程中的精细加工较小,这将影响其机械性能,精细加工能够达到其流动性和亮晶体形成不会占主导地位的程度,一般温度为715~740℃。生产温度的精密机械加工,在熔体再注塑过程中,将具有良好的流动性,设备在选择浇注温度的过程中,需要根据再注塑的距离以及再注塑的冷却过程等因素确定。
加工工艺与技术
精密加工可分为上模和下模两种方法,可通过刨削、铣削、蚀刻、车削和电火花加工等综合工艺完成。精密加工的尺寸和凹坑形状与产品边缘一致,主要是因为蜡模主要用于工业蜡型铸造,因此在选择时熔点不高,硬度也不高
加工生产过程
添加剂在精细加工过程中的作用将不再局限于帮助型壳快速建立湿强度,还将改善其投资铸造质量,提高硅溶胶型壳的表面质量及其高温抗变形能力。精细加工对产品精度要求较高,因此我们应在实践和理论上加强对精密铸造工艺的理解,不断补充其技术尝试,丰富其实践经验。
热销产品
我们拥有先进的加工设备和专业的制造技术
剪板机")



留言
如有任何问题,您可以给我们留言。我们有专业人员为您回复。请填写正确的联系方式!