.jpg")
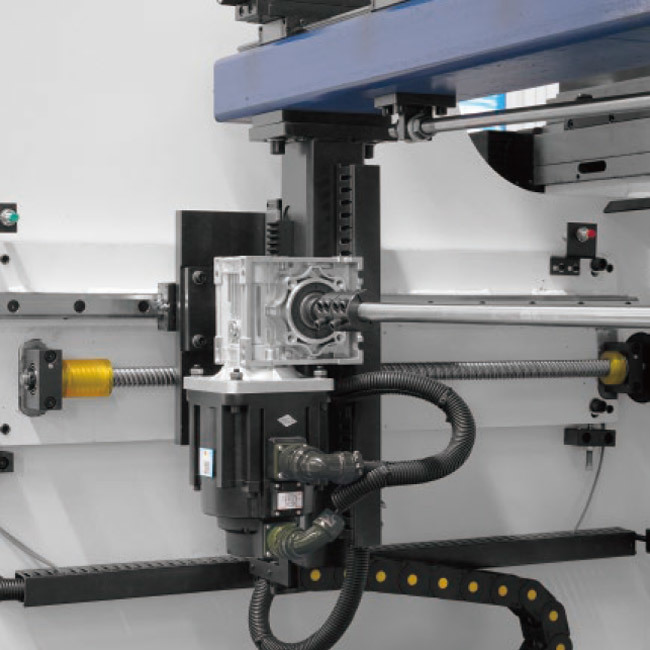
数控 X 轴与 R 轴精准定位
X 轴由直线导轨、滚珠丝杠及伺服电机驱动,确保 X 轴定位精准。R 轴采用直齿轮导轨、大功率伺服电机与减速器,构成大扭矩动力匹配,具备响应迅速、协同定位精准的特点。


图形细节
标准配置介绍
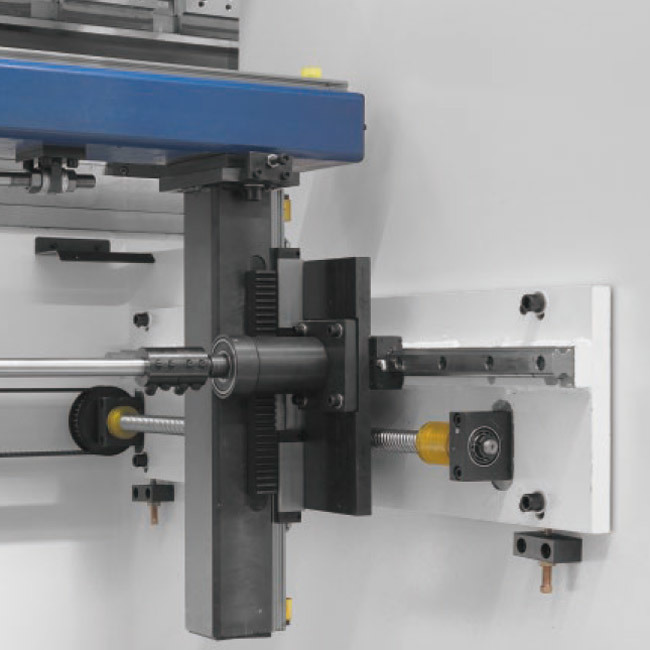
R 轴精准同步结构
采用高硬度实心钢棒作为动力传动件,配合直齿轮辅助同步定位,并使用高强度螺钉加固连接部件。该结构具备同步精准、响应迅速、故障率低、维护便捷、内应力小的特点。
X 轴伺服电机
采用工业级无刷伺服电机驱动 X 轴,配合静音同步带,具备同步精准的特点。

● 15.6 英寸全彩色触摸屏;
● 角度编程与二维图形编程功能;
● 折弯步骤演示、三维建模及仿真功能;
● 标配 Y1、Y2、R 等多轴扩展能力;
● 大圆弧程序自动生成功能;
● 模具库可对弯刀模具、尖刀模具、普通模具、直刀模具、平模等多种模具进行分类与编辑;
● 可存储 200 个程序及 20 套上下模具;
● 支持 CAD 图纸导入功能;
● USB 导出与导入功能;
● 支持双机联动及三机联动;
● 多中文显示(注:指系统支持多种中文界面模式,如简体中文、繁体中文等,或适配不同场景的中文操作界面)。

数控双 V 同心模具
用户可根据需求自由选择双 V 同心模具与多 V 模具,也可进行模具定制。该模具采用锻造工艺加工而成,具备精度高、硬度高、耐磨损、抗冲击的特点。

机械补偿工作台(V 轴)
采用数控精度高的机械挠度补偿方式,因补偿点数多,折弯机在工作中对工件进行折弯时可实现线性补偿,能够提升工件折弯效果,无需额外补偿且精度更高。

前部支撑
采用高度可调节托盘,可进行 180 度旋转调节。材质为纯钢,坚固耐用。

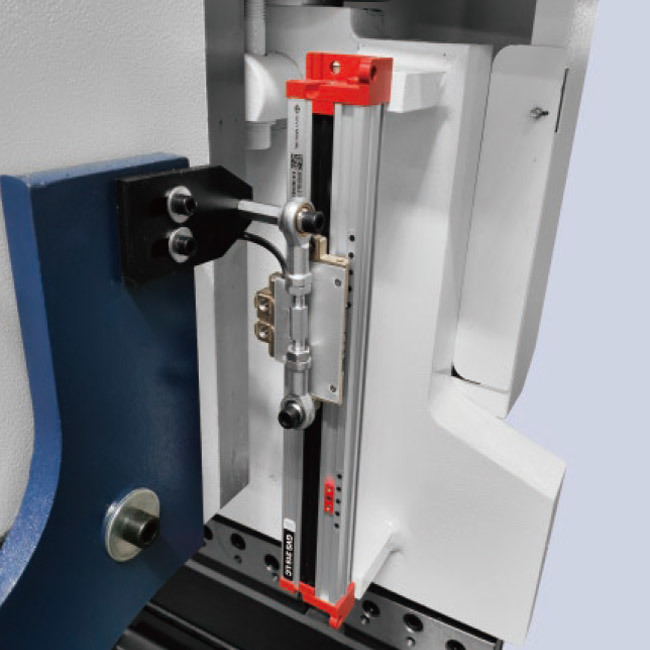
高精度标尺
采用高精度标尺作为位移传感器,该标尺安装在 C 型板上,用于检测油缸位置。其反馈精度高达 0.01 毫米,可实现对弯曲角度的精准控制。
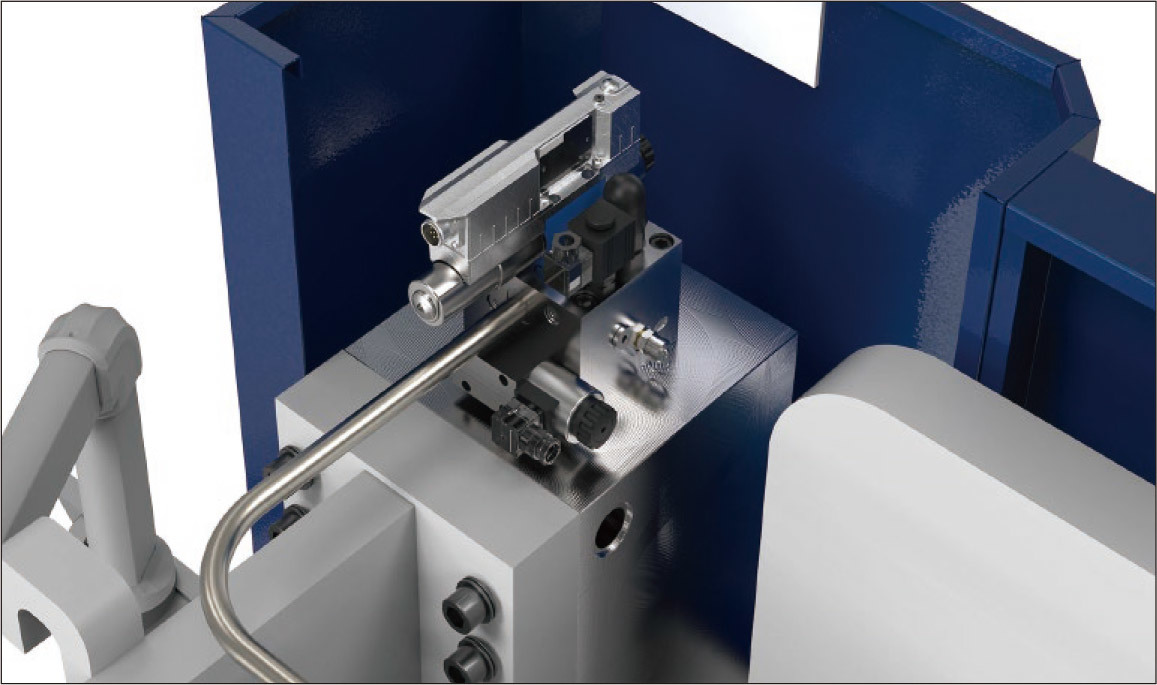
高精度标尺进口液压系统(Y1Y2 轴)
该液压系统采用德国进口的集成控制系统,减少了管路安装量,提升了机床的工作稳定性。其外观美观简洁,与标尺共同构成精准的控制系统。
油缸由专业厂商加工制造,搭配瑞典 SKF 密封圈、德国 EMB 管接头,可有效解决漏油问题。
技术参数
| 名称 | Unit | 40T/1600 | 40T/2500 | 63T/2500 | 63T/3200 | 100T/3200 | 100T/4000 | 125T/3200 | 125T/4000 | 160T/3200 | 160T/4000 | 160T/5000 | 160T/6000 | 200T/3200 | 200T/4000 | 200T/5000 | 200T/6000 |
| 最大弯曲力 | KN | 400 | 400 | 630 | 630 | 1000 | 1000 | 1250 | 1250 | 1600 | 1600 | 1600 | 1600 | 2000 | 2000 | 2000 | 2000 |
| 弯曲长度 | mm | 1600 | 2500 | 2500 | 3200 | 3200 | 4000 | 3200 | 4000 | 3200 | 4000 | 5000 | 6000 | 3200 | 4000 | 5000 | 6000 |
| 垂直距离 | mm | 1200 | 1980 | 1980 | 2655 | 2655 | 3355 | 2655 | 3355 | 2655 | 3355 | 4000 | 5000 | 2655 | 3355 | 4000 | 5000 |
| 喉口深度 | mm | 250 | 250 | 300 | 300 | 350 | 350 | 350 | 350 | 400 | 400 | 400 | 400 | 400 | 400 | 400 | 400 |
| 滑块行程 | mm | 150 | 165 | 150 | 150 | 200 | 200 | 200 | 200 | 200 | 200 | 200 | 200 | 200 | 200 | 200 | 200 |
| 工作台高度 | mm | 800 | 800 | 850 | 850 | 900 | 900 | 900 | 900 | 900 | 900 | 950 | 950 | 900 | 900 | 950 | 950 |
| 最大开口高度 | mm | 370 | 370 | 400 | 400 | 455 | 455 | 455 | 455 | 475 | 475 | 475 | 475 | 475 | 475 | 475 | 475 |
| 滑块空载速度 | mm/s | 180 | 180 | 180 | 180 | 180 | 180 | 180 | 180 | 160 | 160 | 160 | 160 | 140 | 140 | 140 | 140 |
| 滑块工作速度 | mm/s | 15 | 15 | 14 | 14 | 13 | 13 | 13 | 13 | 10 | 10 | 10 | 10 | 10 | 10 | 10 | 10 |
| 滑块回程速度 | mm/s | 150 | 150 | 170 | 170 | 170 | 170 | 160 | 160 | 140 | 140 | 140 | 140 | 110 | 110 | 110 | 110 |
| 主电机功率 | kW | 4 | 4 | 5.5 | 5.5 | 7.5 | 7.5 | 11 | 11 | 11 | 11 | 11 | 11 | 15 | 15 | 15 | 15 |
| 油泵排量 | ml/r | 10 | 10 | 13 | 13 | 20 | 20 | 25 | 25 | 25 | 25 | 25 | 25 | 32 | 32 | 32 | 32 |
数控系统:ZY-68 数控系统,用于 Y1 轴、Y2 轴、X 轴、R 轴及机械挠度补偿 | |||||||||||||||||
| L | 90 | 150 | 150 | 200 | 300 | 400 | 300 | 400 | 300 | 400 | 500 | 600 | 300 | 400 | 500 | 600 | |
| 精度 | mm | ±0.10 | ±0.10 | ±0.10 | ±0.10 | ±0.10 | ±0.10 | ±0.10 | ±0.10 | ±0.10 | ±0.10 | ±0.10 | ±0.10 | ±0.10 | ±0.10 | ±0.10 | ±0.10 |
| 行程 | mm | 600 | 600 | 600 | 600 | 600 | 600 | 600 | 600 | 600 | 600 | 600 | 600 | 600 | 600 | 600 | 600 |
| 最大速度 | mm/s | 200 | 200 | 200 | 200 | 200 | 200 | 200 | 200 | 200 | 200 | 200 | 200 | 200 | 200 | 200 | 200 |
| 电机功率 | kW | 0.85 | 0.85 | 0.85 | 0.85 | 0.85 | 0.85 | 0.85 | 0.85 | 0.85 | 0.85 | 0.85 | 0.85 | 0.85 | 0.85 | 0.85 | 0.85 |
| 精度 | mm | ±0.10 | ±0.10 | ±0.10 | ±0.10 | ±0.10 | ±0.10 | ±0.10 | ±0.10 | ±0.10 | ±0.10 | ±0.10 | ±0.10 | ±0.10 | ±0.10 | ±0.10 | ±0.10 |
| 行程 | mm | 150 | 150 | 150 | 150 | 150 | 150 | 150 | 150 | 150 | 150 | 150 | 150 | 150 | 150 | 150 | 150 |
| 最大速度 | mm/s | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 |
| 电机功率 | kW | 0.85 | 0.85 | 0.85 | 0.85 | 0.85 | 0.85 | 0.85 | 0.85 | 0.85 | 0.85 | 0.85 | 0.85 | 0.85 | 0.85 | 0.85 | 0.85 |
| 长度 | mm | 1850 | 2750 | 2750 | 3450 | 3450 | 4250 | 3450 | 4250 | 3450 | 4250 | 5250 | 6250 | 3450 | 4250 | 5250 | 6250 |
| 宽度 | mm | 1250 | 1250 | 1350 | 1350 | 1580 | 1580 | 1580 | 1580 | 1680 | 1680 | 1760 | 1760 | 1680 | 1680 | 1760 | 1760 |
| 高度 | mm | 2180 | 2180 | 2320 | 2320 | 2550 | 2550 | 2550 | 2550 | 2720 | 2720 | 2920 | 2920 | 2720 | 2720 | 2920 | 2920 |
※ 参数如有变更,恕不另行通知。
加工设备
我们拥有先进的加工设备和专业的制造技术
我们的服务
我们的产品销往全球80多个国家和地区
影响产品零件质量的因素有哪些?
机械加工已被广泛应用,因为当前机械制造对产量的要求降低了,对尺寸和形状的要求逐渐提高了,高质量零件的开发趋势日新月异。
精加工注意事项,工业要求
精细加工是一种几乎没有或没有切削的铸造工艺,它是铸造行业中的一项良好工艺技术,应用广泛。选择精细加工的原因如下: <br/> 它可以使用通用材料,并可以利用大量的废金属和可回收资源。
"机械加工" 表面处理
化学抛光:一种通过磨料和化学溶剂的作用,使工件表面发生化学或电化学变化,从而达到目的的加工方法
加工和结构设计的关键指标
由于带材尺寸过渡过程中的精细加工较小,这将影响其机械性能,精细加工能够达到其流动性和亮晶体形成不会占主导地位的程度,一般温度为715~740℃。生产温度的精密机械加工,在熔体再注塑过程中,将具有良好的流动性,设备在选择浇注温度的过程中,需要根据再注塑的距离以及再注塑的冷却过程等因素确定。
加工工艺与技术
精密加工可分为上模和下模两种方法,可通过刨削、铣削、蚀刻、车削和电火花加工等综合工艺完成。精密加工的尺寸和凹坑形状与产品边缘一致,主要是因为蜡模主要用于工业蜡型铸造,因此在选择时熔点不高,硬度也不高
加工生产过程
添加剂在精细加工过程中的作用将不再局限于帮助型壳快速建立湿强度,还将改善其投资铸造质量,提高硅溶胶型壳的表面质量及其高温抗变形能力。精细加工对产品精度要求较高,因此我们应在实践和理论上加强对精密铸造工艺的理解,不断补充其技术尝试,丰富其实践经验。
热销产品
我们拥有先进的加工设备和专业的制造技术
剪板机")



留言
如有任何问题,您可以给我们留言。我们有专业人员为您回复。请填写正确的联系方式!